From the transactions of The Society of Automobile Engineers, 1914, pages 231-254. Converted to HTML for http://prr.railfan.net by Rob Schoenberg, 2011.
THE DEVELOPMENT OF AN ELECTRIC TRACTOR FOR HANDLING FREIGHT CARS OVER TRACKS LAID ON CITY STREETS
By T. V. Buckwalter
(Member of the Society)
Copyright, 1913, by T. V. Buckwalter.
For many years, possibly half a century, the practice has obtained in certain large cities of operating freight cars over tracks laid on city streets, thus providing for the reception of freight at industrial establishments remotely located as regards main railroad tracks or sidings. The better equipped factories may have branch sidings, leading into their plants, but many have not and handle material direct from cars spotted in the street. Even this practice is a great convenience, as often the material can be loaded in chutes direct between cars and buildings, affording marked economies over transportation by horse drays or motor trucks between factories and freight stations, as this last named expense is eliminated entirely.
It has been the practice since the inception of this work to use horses as motive power, for the following reasons:
Objections to the use of steam locomotives on the part of residents along line of track.
Indifferent success of experiments with steam and electric locomotives.
Failure of experiments with heavy gasoline and electric motor trucks.
Various schemes have been suggested for substituting motive power for horses, as it is acknowledged that the use of horses is not in keeping with modern methods of transportation. The franchises are too valuable to abandon, notwithstanding the constantly increasing cost of operation by horses. Many have suggested using electric locomotives, but this is not only expensive, but does not satisfactorily solve the problem.
DESCRIPTION OF STRING TEAM
A string team consists of eight horses. In the early days they were hitched in a single line. This was an efficient method as regards pulling ability, but objectionable on account of the length of the team, approximately one hundred and fifty feet. More recently a satisfactory and efficient method of hitching the team in four pairs was developed, which reduced the team length to seventy feet, and lessened the element of danger to horses from falling, as when pulling hard they soon learn to brace themselves against each other. The horses selected are heavy, slow, steady, easy going, intelligent stock, weighing from 1400 to 1800 pounds, and, as the above array of adjectives would suggest, the cost per animal is rather high, at present about $350. A good steady horse will last four years or longer, while a less intelligent and more spirited animal will kill himself in less than a year. It is simply a matter of the survival of the fittest as regards horses. Those that survive are the most intelligent horses the writer has ever seen, not excepting circus and Wild West show stock. If is plain that these veterans early adopt “safety first” as their working motto.
The writer was called in on the problem in the summer of 1911. It was thought that the best procedure would be to submit the problem to the manufacturers of the heaviest and most powerful motor trucks and use the design most nearly meeting requirements, making such modifications as necessary for the special service. Several of the more conservative builders at once advised that their largest trucks were not suitable for the work. Some were equally satisfied of the ability of their trucks to do the work. Four of these arranged through their agents for demonstration and trial was made of the different makes, of the following types and capacities:
10-ton gasoline, 40 H.P., 2 speed transmission, 2 wheel drive.
7½-ton gasoline, 60 H.P., 4 speed transmission, 2 wheel drive.
6½-ton gasoline, 40 H.P., 4 speed transmission, 2 wheel drive.
5-ton gas-electric, 40 H.P., 4 wheel drive.
Any of these trucks would pull a 50-ton loaded car on a level, but all experienced trouble in starting and none was able to pull a loaded car on a 50-foot-radius curve or on a 2 per cent. grade.
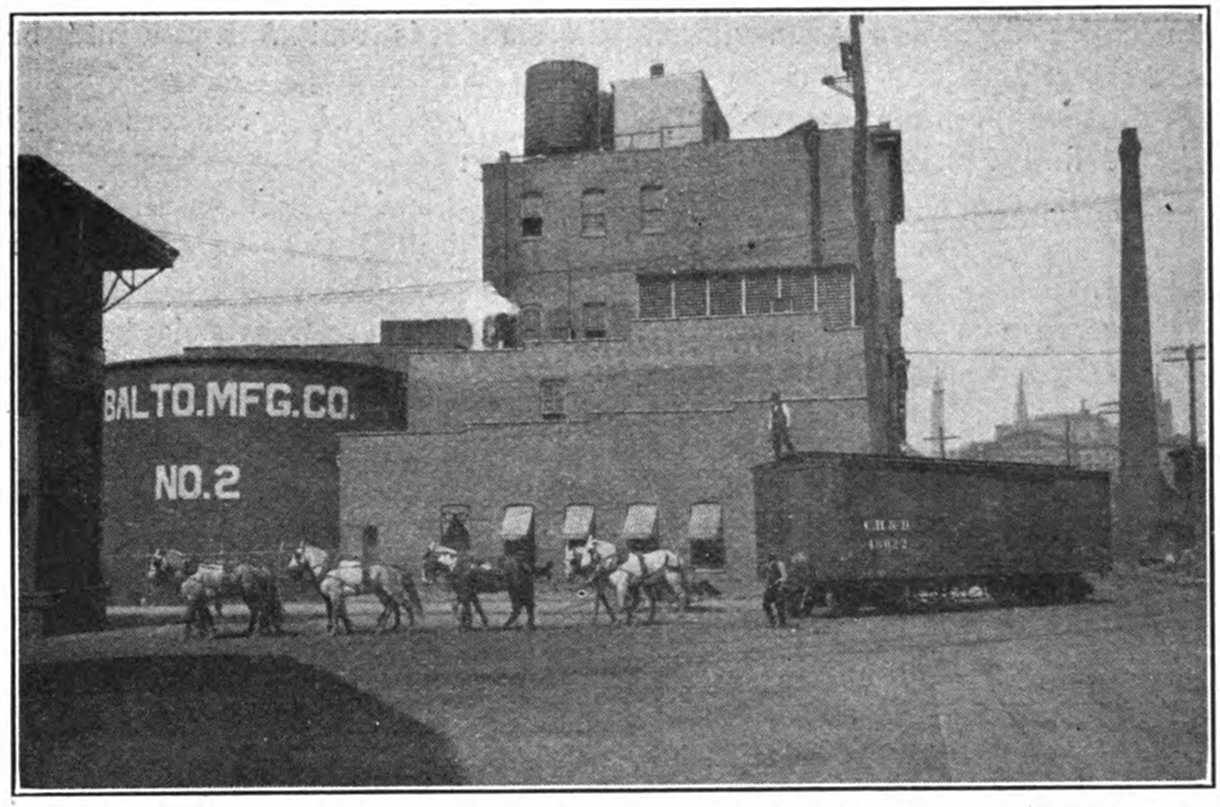
Fig. 1
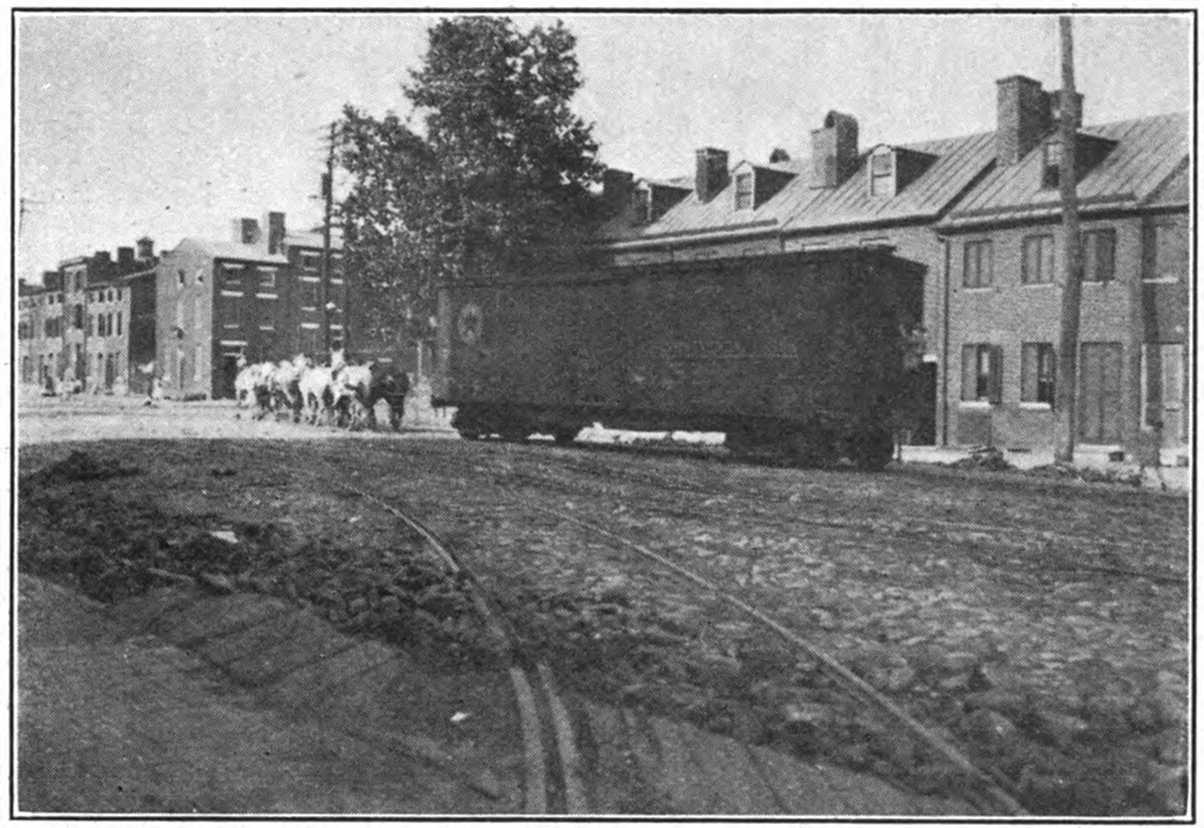
Fig. 2
It was thought by some that other trials should be made of standard trucks, but the writer was convinced by the poor showing of the largest of them, that an entirely new design, several times more powerful than the largest motor truck was necessary, to compare in power with steam locomotives rather than automobiles. In brief, we were convinced that an entire departure from automobile standards and forms would be necessary.
Further preliminary study developed the following features which should find a place in the projected machine:
The necessity of immense drawbar pull required traction on all wheels.
Simplicity of construction and control limited the design to four wheels.
Convenience of operation required that these four wheels be controlled by steering levers.
“Safety first” compelled braking of all four wheels.
The preliminary study was made on the basis of using the largest commercial size of truck tire then available, namely 42” x 6”. The use of this size of tire was abandoned for the reason that the comparatively low frame and location of gearing and motor fixed by wheel sizes, interfered with the proposed location of the heavy continuous frame-work composing the center sills which connected directly with the draft apparatus at each end. It was considered also that larger wheels would provide better adhesion. The change to 60” wheels was therefore made. The manner in which the machine hugs the pavement proves the wisdom of the selection.
A general design was adopted in April, 1912, and work started in the shops immediately upon completion of detail drawings, with the result that the machine was completed before January, 1913.
DESIGN OF TRACTOR
The electric tractor comprises a substantially constructed steel frame with an enclosed cab located at the exact center of the machine. To provide for operation in either direction with equal facility, the steering-wheel is located in the center of the cab. The controller and brake lever are in duplicate and mounted on each side of the cab, conveniently arranged so that the driver can control the steering-wheel with one hand and the controller and brake with the other. Duplicate sets of controller and brake-levers are arranged symmetrically as respects the steering-wheel and the machine in general.
The cab is provided with windows on all four sides, to provide clear vision in every direction, not only along the track, but in any direction from which traffic might approach. Standard railroad automatic couplers are mounted on each end of the machine. The machine is mounted on four wheels which are arranged for driving, braking and steering.
Running-boards are located on both sides and ends of the machine; in fact, entirely around except for the space occupied by the wheels. Hand and grab irons extend entirely around the machine and are duplicated at both ends and sides for additional safety to operators. The battery is mounted in a frame below the cab. The weight of the complete machine is 28,850 pounds. The normal drawbar pull is 8,000 pounds, although its pull may be increased momentarily to many times this figure. The wheelbase is 12’ 6½”, and the tread from center to center of wheel 7’. The overall length of the machine is 22’ 8½”, the width overall 8’ 4” and height 11’ 2 3/8”.
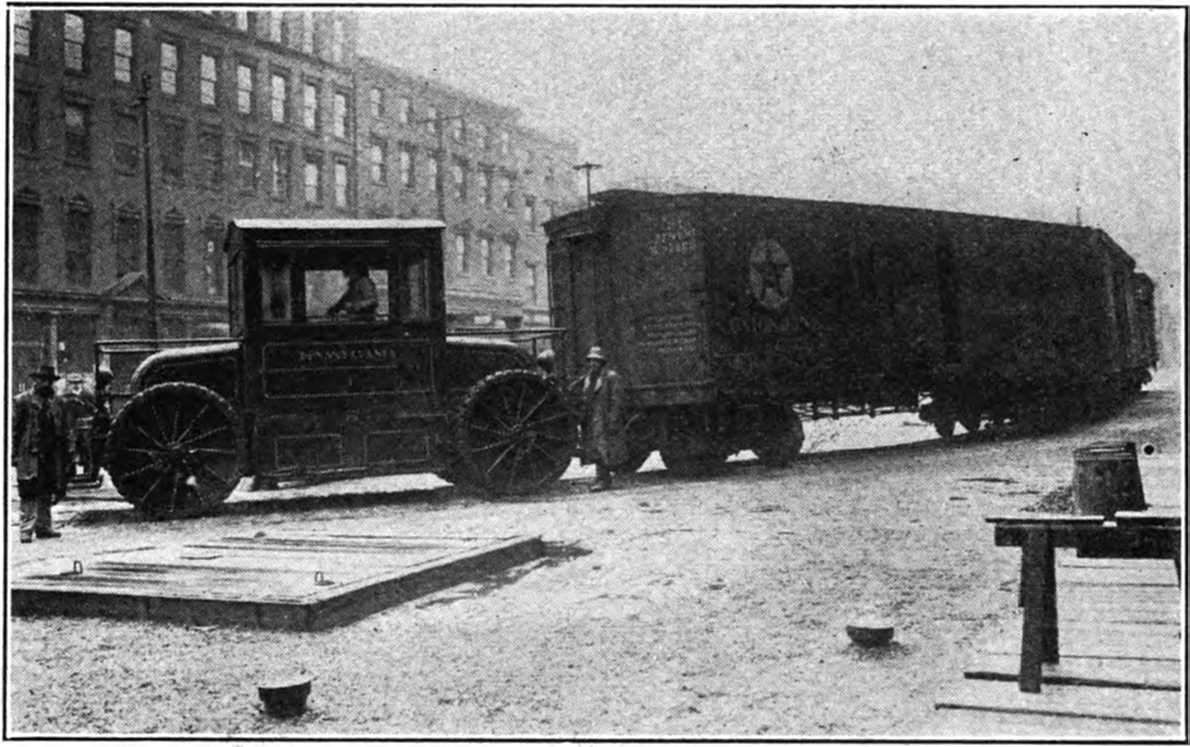
Fig. 3
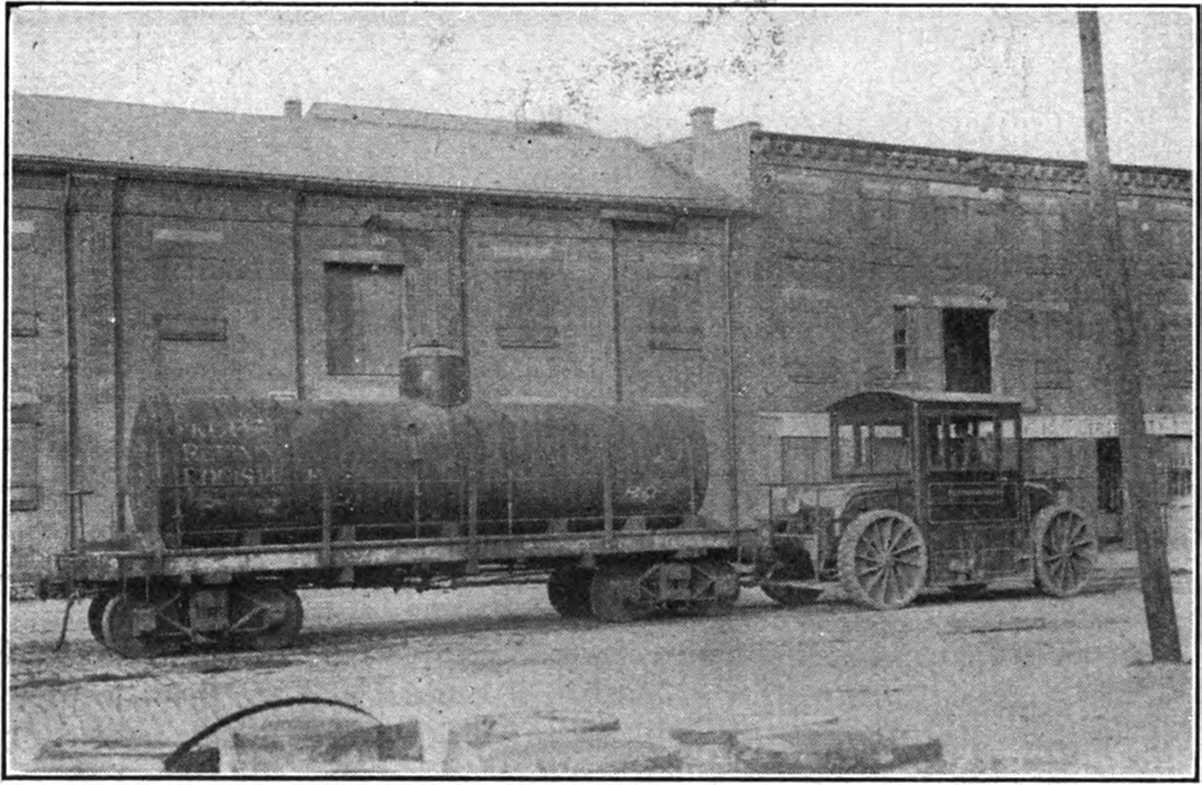
Fig. 4
DRIVING APPARATUS
The driving apparatus is constructed in duplicate, the drive of each pair of wheels being exactly similar. A failure could occur in one end of the machine without impairing the efficiency of the other end. Many forms of driving apparatus were considered, using from one to four motors, but the simplest and most substantial arrangement is that similar to the drive on electric baggage trucks, which have been in use now for some years. This device embodies the use of a single motor which drives the steering wheels through double-reduction gearing and through the now well-known universal pinion, the universal pinion being the only additional part as compared with standard types of drive for ordinary rear axles of motor trucks. The motor equipment consists of two General Electric No. 1027 series-wound vehicle motors, wound for 85 volts and 60 amperes at 900 r.p.m. The weight of the motors and the reaction of the drive are taken directly on the center sills through double-universally-jointed radius-rods. It is not customary to make use of such refinements as universal joints in supporting motors, but this was done in this case so that no unlooked for stresses would be imposed upon on the driving apparatus and motors. The position of the motor is controlled entirely by the countershaft housing to which it is bolted, and in this manner a permanent and correct alignment of the motor is obtained.
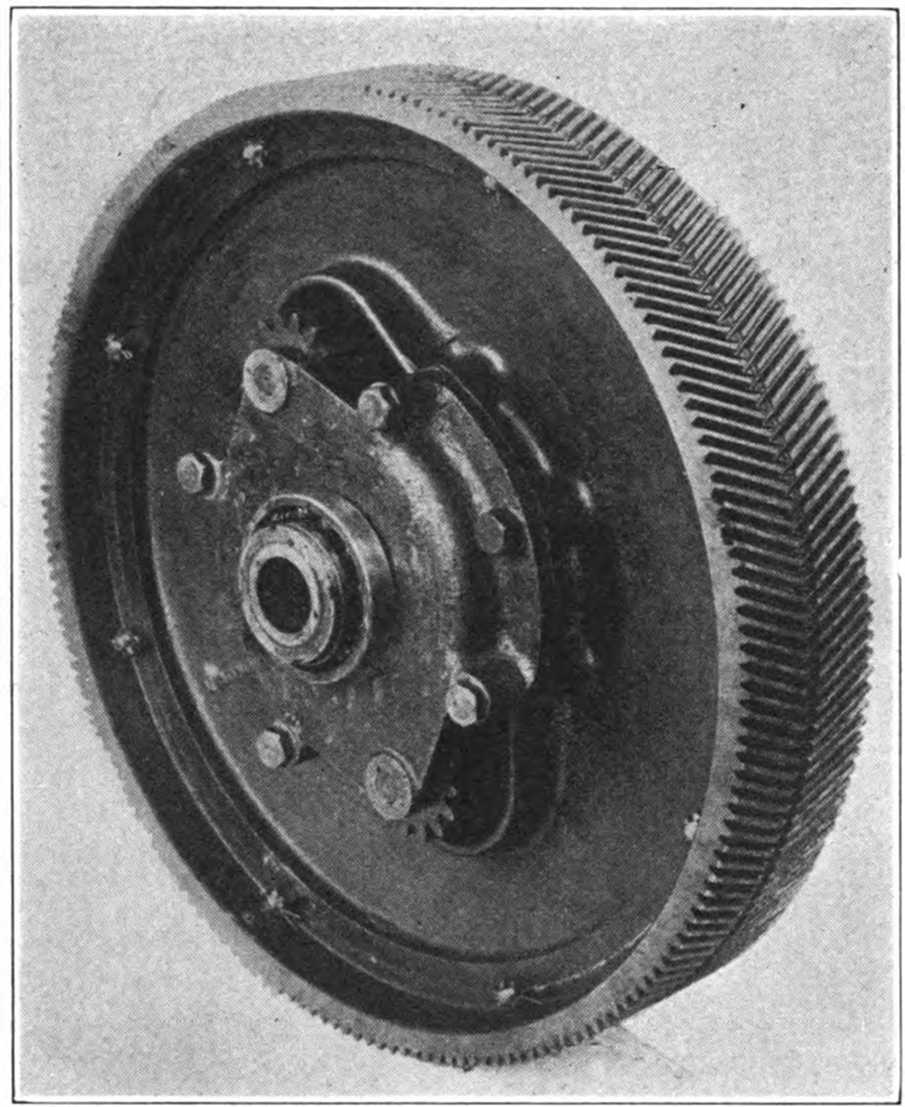
Fig. 5—Countershaft Gear. Differential Gear from Spur Gear Side
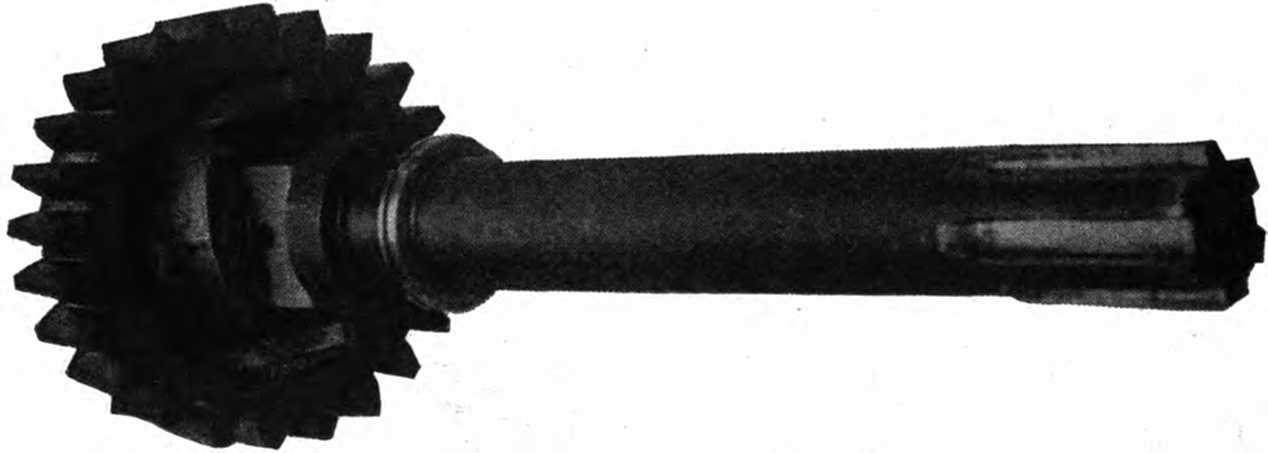
Fig. 6—Short Countershaft and Universal Pinion
As a further precaution against stresses of an unknown character, the motor pinion is mounted in the countershaft housing and connected with the motor shaft by a flexible coupling of the sleeve type. The counter shaft gear which meshes with the motor pinion is mounted on a spider supported by the differential gear casing, which in turn is carried on annular ball bearings in the countershaft housing. The countershaft gear and motor pinion have teeth of the Wuest herringbone type. A distinguishing feature of this gear is that the teeth are cut on one-piece pinions and gears which provide an exceptionally substantial construction. The motor pinion is constructed of high carbon heat treated steel; notwithstanding the use of this material, the power to be transmitted requires the use of a countershaft gear which is 31” in diameter and 6” face.
The driving energy is transmitted to the driving-wheels by means of the universal pinions located on the ends of the countershafts. The universal pinion is mounted on the end of the countershaft in the conventional manner and provides an efficient means for driving the steering wheels. This function is obtained by locating the center of the universal pinion on the center line of the steering knuckle, as in this manner, while the drive is positive, the angular position of the universal pinion is controlled by that of the driving gear located on the wheel and which, of course, is controlled by the steering gear. The universal pinions are made of high carbon heat treated steel and are 4” in width and 8” in diameter.
The countershaft housing supports the differential gear, countershafts with the universal pinions, the motor and motor pinions, thus maintaining these important elements in absolute alignment. The universal pinions and driving gears are maintained in relative positions by mounting the countershaft housing in brackets attached to the axle. The driving gear is bolted directly to the spokes of the driving-wheel and is 33” in diameter and 4” in width, with 3 diametral pitch. The driving gear is of high carbon steel heat treated.
The driving-wheels must stand up under heavy weights and large driving torque, and yet were designed as light as possible. The wheel was designed originally with these points in view and failed on account of shrinkage checks. It was evident that it was necessary to improve the design or use heavy sections similar, to those of locomotive driving-wheel centers. The former was decided upon after due consideration and the second set of wheels with tangential spokes was made, as shown in Fig. 7. The theory of this wheel is that the hub will revolve a slight amount, probably one to three degrees, while the casting is cooling, so that the wheel relieves itself entirely of cooling strains.
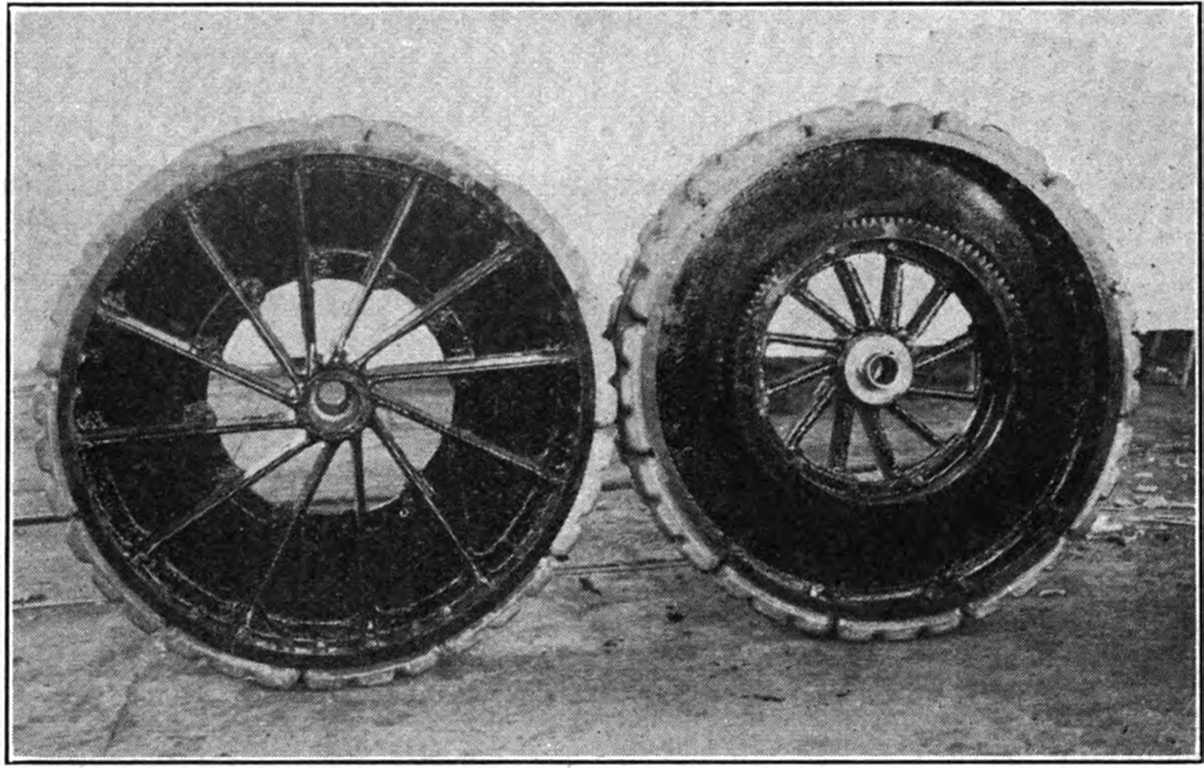
Fig. 7—Driving-Wheel with Tangential Spokes
The steering knuckle is similar to that used on electric baggage and industrial trucks, and is a departure from common practice in that the bearing is inverted, the object being to shorten or eliminate the hub projection beyond the rim of the wheel, as this is a source of danger on any motor truck required to work in close quarters. Another improvement of the special design of steering knuckle is the short distance from the center lines of the knuckle and the wheel, for greater ease and certainty of steering.
It is important in all machines driven by storage battery that the most efficient available means be used for the transmission of power. To obtain this all moving parts, including the motor-shaft, motor-pinion, countershaft, differential gear and driving-wheels are mounted on annular ball bearings. The bearings in the driving-wheel take the radial load only, the thrust being taken on two-direction thrust bearings. The gear ratio between the motor and the driving-wheel is approximately 38 to 1.
DIFFERENTIAL GEAR
The differential gear, located in the countershaft housing, is thought to be the largest one ever constructed. It embodies a new principle in which only four moving gears are utilized, these being two combination pinions, one chain gear and one spur gear. The combination pinions are mounted on stationary studs and have spur teeth on one end and chain teeth on the other. The pinions are placed diametrically opposite, the spur teeth mesh with the spur gear and a chain encircles the chain gear and pinions. The efficiency of this differential is very high, as no energy is lost in the transmission of power from one side to the other, or in the thrust bearings. The differential gear is shown in Fig. 5 from the spur gear side.
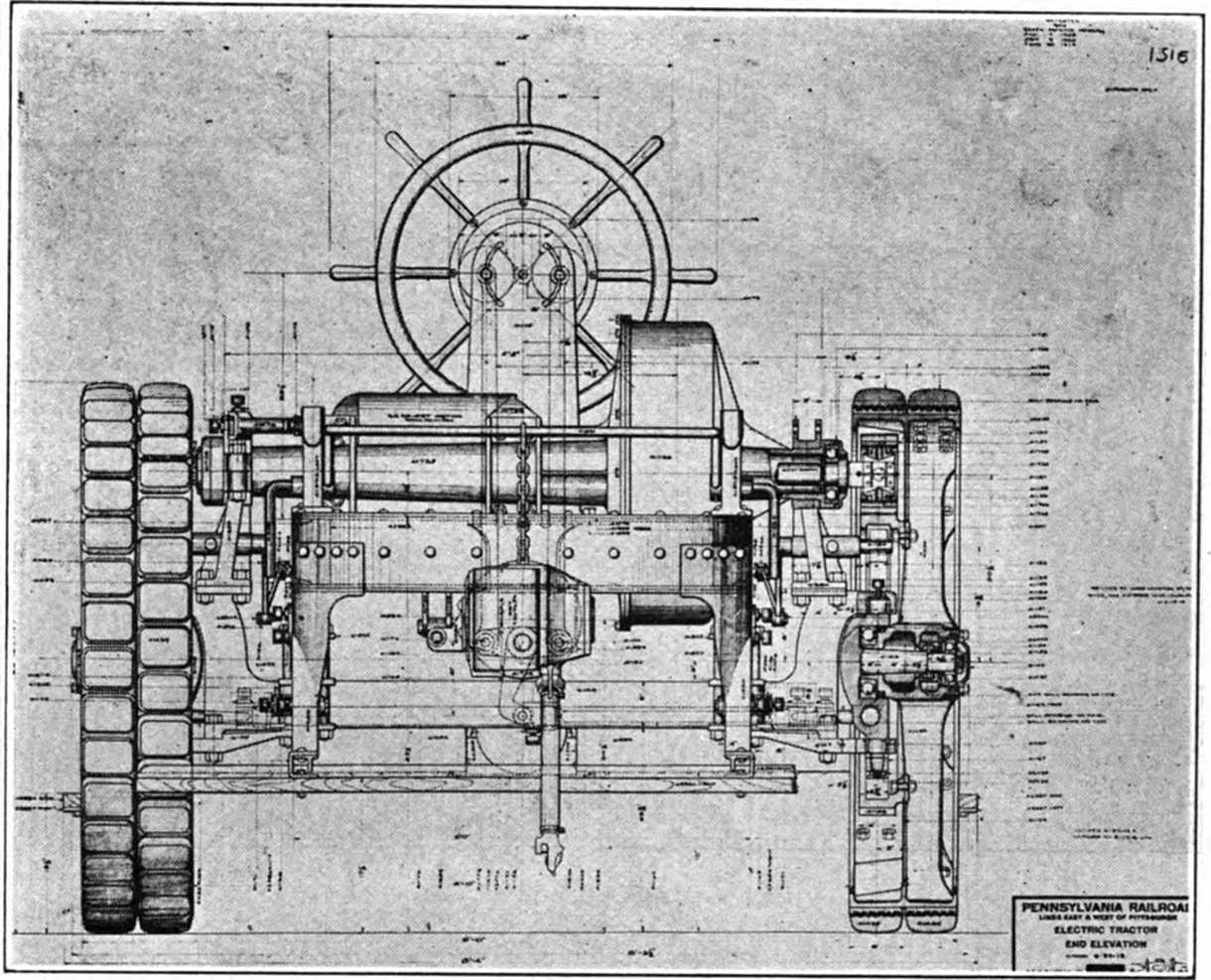
Fig. 8—Sectional View of Steering Knuckle and Hub of Wheel
TIRES
Considerable thought was spent on the subject of tires. Rubber tires were deemed necessary to obtain traction, and it was considered doubtful whether they would stand up under the loads and traction necessary. The expense of the tires, in consideration of the probability of damage to them, led to the use of block tires. It was thought that the tractive effort would have a more destructive effect than supporting the dead weight, and the tire block was provided with three sections attached to a steel plate and secured to the driving-wheel by 4-3/4" studs. Trouble was experienced with the original tires and they were replaced with tires of a similar base, but of single tread. Tires of the revised shape were obtained from three different manufacturers and two sets of blocks of other shapes and other fastenings from others, so that at the present time the tires are the product of five manufacturers. Inasmuch as each wheel is of the same weight and does exactly the same work, this tire trial should prove of interest when definite information is available. Thus far no one make of tire has appeared to rank first as regards condition for a longer period than two months.
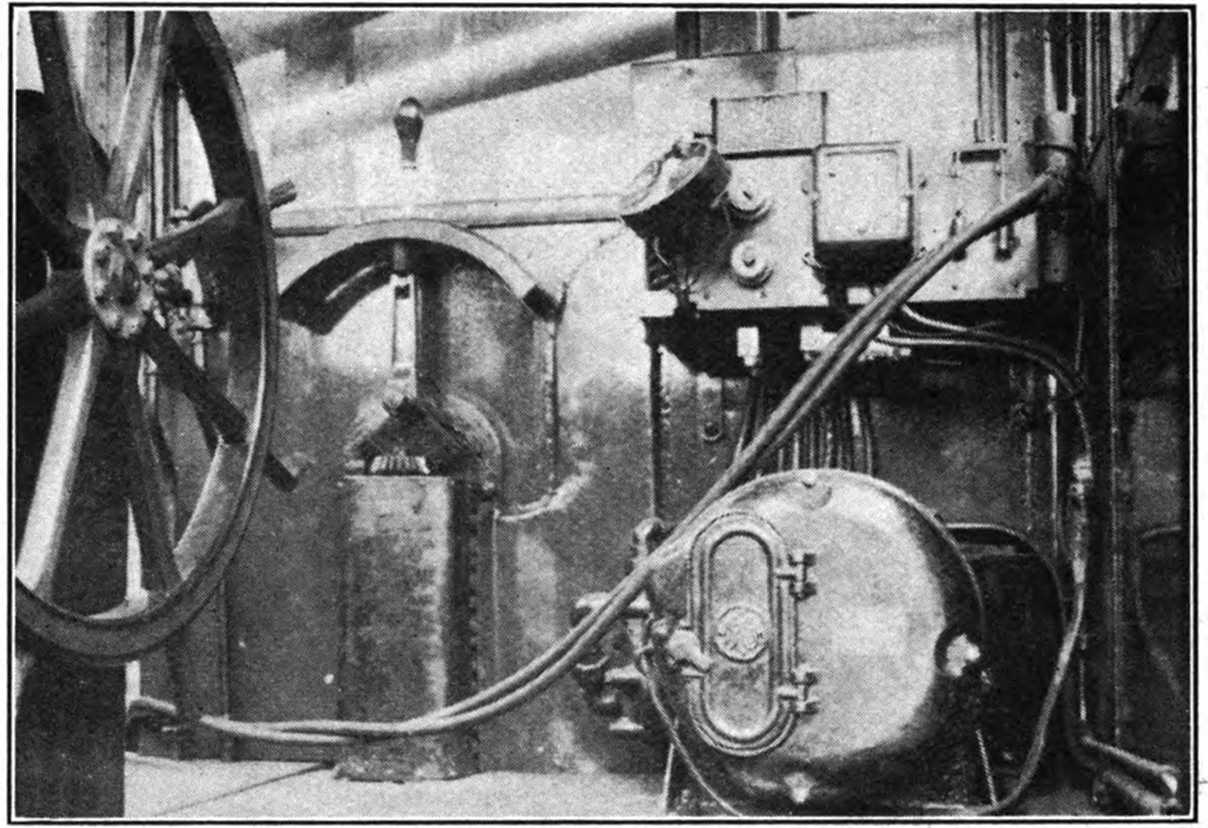
Fig. 9—Inside View of Cab
STEERING APPARATUS
The steering apparatus was thought to be one of the most important mechanisms on the electric tractor, and was the subject of much thought in order to obtain a high degree of reliability. The desirability of having the steering-wheel arranged so as to indicate the direction of travel, regardless of the position of the operator in the cab, was considered. The steering gear housing is mounted a trifle towards one end of the exact center of the machine, so that the steering-wheel is brought in the exact center. The steering-wheel is mounted on a steering-shaft on which is cut an integral pinion mounted on annular ball bearings. A good idea of the steering-wheel may be obtained from Fig. 9. The wheel is constructed with hickory spokes and walnut and mahogany rim. The spokes in this steering-wheel are continuous without reduction from the handle to the hub, to which they are bolted. The diameter of the wheel over the rim is 32” and over the spokes 42”. The steering gear from the wheel to the steering knuckle will withstand any effort that a man can impose on it, with an ample factor of safety to all parts. The steering reduction is obtained in the steering-gear housing. This reduction consists of the wheel pinion which meshes with a pair of planet gears engaging with a stationary annular rack. The planet gears are supported entirely by the pinion and rack and are connected by means of steering rods to crankpins mounted in a built-up steering-shaft located vertically below the steering gear. These pins are located oppositely as regards the steering-shaft and have the same center distance as the planet-gears. It is apparent, therefore, that any motion imparted to the wheel is transmitted positively to the steering-shaft. This steering-shaft extends longitudinally of the tractor and carries at each end downwardly-projecting arms which connect through double-universally-jointed steering-rods with steering arms similar to those used on heavy motor trucks, except that they are somewhat larger. The strength of the steering-arms may be gathered from the fact that the steering-link connecting the steering knuckles is 2”, ¼” wall, nickel steel tubing. All pins and bushings in the steering gear are hardened and ground.
A certain degree of flexibility is absolutely essential in any heavy motor truck, increasingly so as the weight increases. The desired flexibility is obtained by making the longitudinal shaft of chrome vanadium steel. The amount of flexibility may be gaged from the fact that the weight of the driver on the steering-wheel will deflect this shaft sufficiently to move the steering-wheel about 15 degrees. The machine has been in practically constant service since January 4, 1913 and to date the steering gear has not developed any back-lash that can be noticed at the rim of the steering-wheel. If this be compared with the back-lash that develops on standard automobiles after a few weeks’ use, it will form conclusive proof of superiority. Fig. 9 shows the interior of the cab.
BRAKING APPARATUS
As one of the important reasons for the substitution of mechanical for animal power was to obtain a more reliable and efficient braking system, it is but natural that the subject of braking on the electric tractor has been given a great deal of thought. The weight of the tractor is very much greater than that of ordinary heavy commercial trucks, imposing greater responsibilities on the brake apparatus. This, with the thought that the efforts of a man with ordinary strength is necessarily rather insignificant in making an application of brakes on a machine of this size, led to the decision to make use of a power brake. Air was selected as the most satisfactory medium. As the matter was gone into more deeply, it was found necessary to elaborate considerably beyond our original plans. For instance, the simplest form of power brake as regards the tractor would be straight air, but unfortunately the air brake equipment on freight cars is arranged for automatic air, and as the use of automatic and straight air would complicate matters, it was decided to use automatic air on both the tractor and on the train. The principal features of the air-brake system will be described under their respective heads. Compressed air is furnished by a standard General Electric 125-volt, C.P.-27 motor-driven air compressor of 15 cubic feet capacity. The compressor is located in the corner of the cab beneath the switchboard, as may be seen in Fig. 9. The construction is too well known to require further description, except to mention that it is of the self-contained unit type, in which the armature pinion meshes with the two-piece type of herringbone gear secured to the crankshaft between the cylinders, the machine being of the two-cylinder single-stage type. It would have been possible to combine an air cylinder with some part of the transmission mechanism and some small percentage of power might have been saved when the machine is in regular service. With due consideration of the fact that the machine would be required to do considerable shifting and require a large volume of air for braking, while at the same little ground would be covered in running, it was decided to follow the “safety first” plan and provide a separate air compressor. The air compressor governor is the General Electric type ML, Form A, and is set to operate regularly at about go to 95 pounds. The main reservoir, furnished by the Westinghouse Air Brake Company, is 10” in diameter and 108” long, and located longitudinally below the center sills at about the center of the machine. The brake cylinder is located beneath the floor of the cab above the frame and is shown in Fig. 10. The brake cylinder was designed especially for this machine and is 4” in diameter. A standard Westinghouse F-1 (H-24) triple valve regulates the movement of air to the brake cylinders. An especially designed auxiliary reservoir is located in close proximity to the brake cylinder, which is also controlled through the triple valve. Brake valves are provided in duplicate, inasmuch as the operation of the brake valve is entirely independent of other brake valves in the same system, avoiding the necessity of any interlocking device. The brake valves are mounted within easy reach of the driver’s left hand.
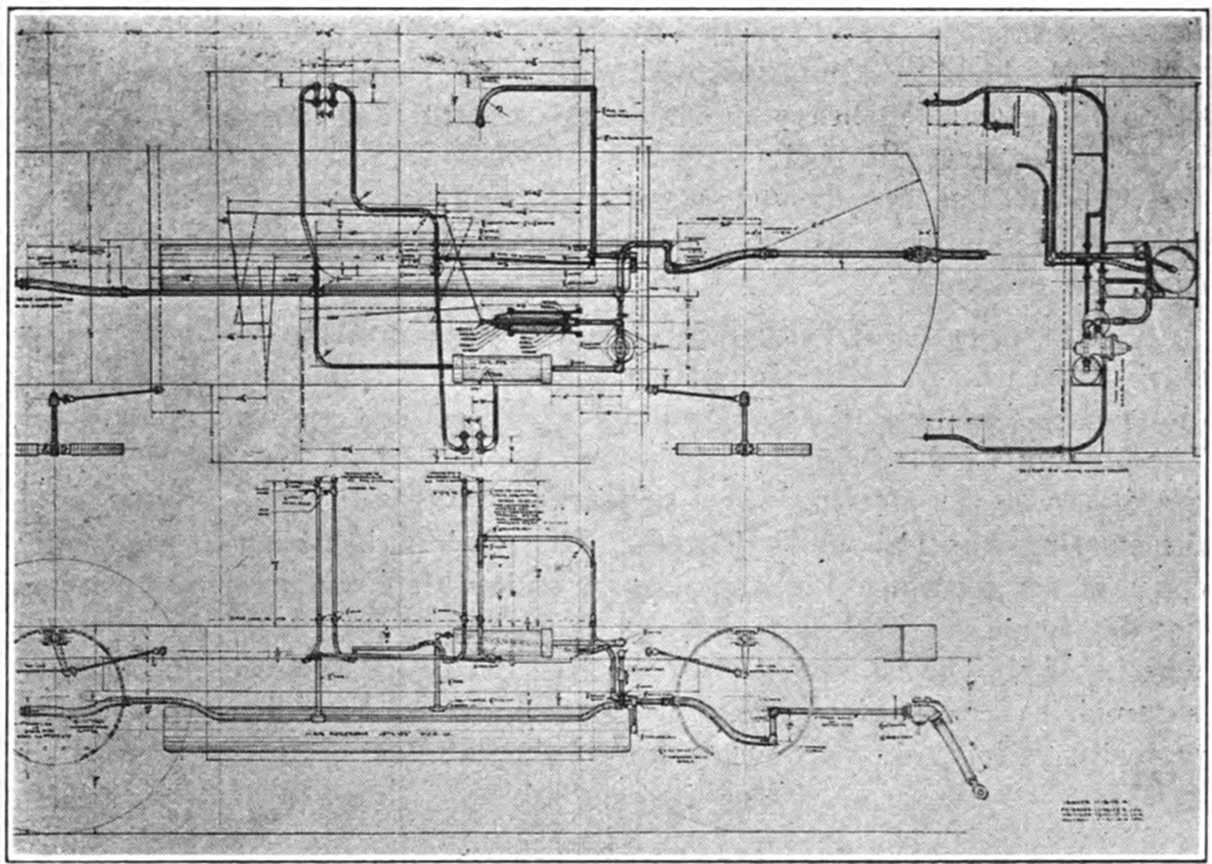
Fig. 10—General Plan
Before proceeding with the description of the brake foundation gear, it may be in order to describe the functions of the brake apparatus previously mentioned. The brake apparatus is set in action by closing a switch to the compressor governor, whereby the compressor stores air in the main reservoir until a pressure of 95 pounds is reached, when the governor is tripped and cuts off the current to the compressor. When the air drops to 90 pounds the governor switch is again closed and starts the compressor. Air from the main reservoir acts against a small piston in the triple valve, forcing it to the limit of its travel. This movement opens a bypass which admits air until a balance is obtained between the main and auxiliary reservoir. Air is admitted at this time through the triple valve to the train line also. Braking application is effected by releasing air from the train line which disturbs the balance between the main reservoir and train line and causes the movement of the above-mentioned piston, proportionately to the amount of air reduction. This operates a small valve in the second portion of the triple which admits auxiliary reservoir air to the brake cylinder, thereby making an application. If the train line pressure is discharged suddenly, either by rupture of the hose or emergency application by the brake valve, the pressure between the auxiliary reservoir and the brake cylinder instantly balances, and as the auxiliary reservoir has about three times the volume of the brake cylinder, a brake pressure of about 70 pounds is obtained. The brake is released by recharging the train line by reverse movement of the brake valve which operates the piston in the triple valve and recharges the auxiliary reservoir, at the same time exhausting the air in the brake cylinder. A diagram of the brake connections is shown in Fig. 10. While the operation may appear complicated, it is in reality a remarkably simple and efficient braking system. It is believed that brake application is effected in about one-fiftieth of a second from the time of opening of the brake valve. Placing the brake lever in the lap or central position retains the power in the then occupied position. The brakes can be released only by placing the lever to the release position. A very sensitive brake application can be obtained, as a reduction of 5 pounds in the train line will make an application of approximately this pressure in the brake cylinder, and this can be held until released. The brake foundation gear consists of a system of levers and rods whereby the braking force is divided and applied equally to the brake shoes on each of the wheels, the brake gear being entirely equalized. The foundation gear is designed so that fracture may occur on the brake-shoes or rods leading to the brake cams or wheels, without affecting the other wheels. An outline of the brake foundation gear is shown on the diagram of brake piping. Standard air-brake apparatus must have a working fulcrum at the end of the brake foundation gear opposite from the brake cylinder. This foundation gear, however, does not have a fixed fulcrum, but what might be termed a variable fulcrum, the operation of which will be described under the heading, controller apparatus.
A two-piece internally expanding brake-shoe operates on the inside surface of each driving-wheel. The braking surface is 30” in diameter and 10” wide, an area of approximately 940 square inches, or over 6½ square feet. A series of tests was made to determine on the proper material for the brake-shoe lining. Our experience indicated that woven asbestos fabric is not satisfactory for this service; while it has good qualities, it is objectionable because the alternating stress due to double-end control tears it from its fastening. This compelled the use of metal lining, the important qualities of which would be: Absence of cutting of the brake-band, braking without lubricant, and smooth application without gripping. The matter was not considered solved until a metal was discovered which consists of simply copper saturated with lead, which forms a material resembling cast iron in its properties, in that the material gradually wears away in a finely powdered form. The lining is superior to cast iron, in that the brake band is never cut.
The halves of the brake-shoes are operated by a conventional cam and a specially designed and patented connection between the cam and brake-shoe which permits the operation of the brakes on the steering wheel, and except for this simple detail, which consists of a divided cylindrical pin attached to the brake-shoe, the brake is not any more complicated than that on standard rear-wheel automobile construction.
The brake apparatus was carefully designed so that the maximum braking power would be obtained without slipping the wheels, which is highly dangerous and should in all cases be avoided as no dependence can be placed on operators for smooth application of the brake. A device consisting of a hand wheel and ratchet is provided for application of the brake by hand. This is supplementary to and interferes in no way with the air brake. The tractor is provided with a train line with air hose at each end, mounted on radial draft gear. This air hose may be connected to the train line of the draft of cars and the operation of the brakes of the cars and of the tractor is then simultaneous. The relative capacity of the brake cylinder and auxiliary reservoir and piping between the two was carefully designed in order to prevent surging stresses between the tractor and train when applying the brake. It may be in order to state that applications of the brake have been observed in a coupled train, in which the train was stopped without taking the slack out of the draft gear.
CONTROLLING APPARATUS
The controller is mounted on one side of the cab, this being of standard General Electric design, proportioned especially for handling the two motors. The controller provides three speeds in either direction, which are exactly symmetrical. The first speed places the two motors in series across the battery circuit in series with the resistance; the second speed shunts the resistance, and the third speed connects the motors in parallel. A transition step is provided between the second and third speeds to break the arc due to changing over. The first speed is intended for very slow running, as when the tractor must be moved from one inch to a few feet in coupling. The instructions are to dwell on the first speed from one to two seconds, to enable the mechanism to be put in motion before passing to the second speed, which is the running speed for use in heavily congested street conditions or when for any reason a speed of from 3 to 4 miles an hour is desired. The third speed is the ordinary running speed and provides a speed of 6 miles an hour with a loaded car on level tangent track. The tractor will run above this speed, but should be kept below 7 miles an hour at all times, as at this speed the tractor or train of cars can be stopped in from 6 to 10 feet, depending upon track conditions.
Though a single controller is provided, mechanism connected through spur and bevel gearing is provided for controller connection to the opposite sides of the cab, so that the brake and controller can always be operated by the left hand. The use of a single controller effects a considerable saving in wiring connections and loss of power through the main leads. While the controller is of the drum type it is connected by geared quadrants to the control lever which has a movement in the forward-and-aft direction. The controller is moved invariably in the direction of travel, whether for forward or backward operation. The controller handle is removable and may be inserted in either of two sockets in the controller levers. Each socket registers with a slot formed in the guard above the controller levers, and to reverse the controller the handle must be changed to the neutral position and inserted in the other socket for operation in the other direction. The controller handle shaft connects the controller levers. This shaft is placed crosswise of the machine immediately beneath the floor and carries a chain pinion at about the center. A roller chain encircles the pinion and is secured at both ends to the variable fulcrum of the brake gear. Operation of the controller in either direction winds up one or the other end of the chain, imparting a movement to the variable fulcrum. When the brake is applied by hand or by air, a fixed fulcrum is not obtained until one or the other of these chains revolves the controller shaft to the neutral position. When a solid fulcrum is obtained through both ends of the chain, this movement returns the controller to the neutral position. It is evident also that the controller cannot be moved from the neutral position until the brake is released.
A combination Weston meter is mounted on the switchboard, the voltmeter reading to 250 volts, and the ammeter reading to 200-0-1000. The charging plug is of special cylindrical design of 200 amperes capacity. The discharge and charging current is controlled through a Sangamo ampere-hour meter with dial reading to 600 ampere hours. Fig. 9 shows the switchboard apparatus. An air whistle operated by overhead cord and electric gong, operated from either of two foot buttons, provide ample warning. Warning signals are highly essential, as the special gearing on the machine makes less noise than the average touring car. The lighting system consists of 6-volt 20-C.P. dome light and one 6-volt 20-C.P. concentrated-filament headlight at each end.
HEAT TREATMENT
Axle steel forgings are used on all essential parts of the driving, braking, steering and control apparatus, and all of these forgings are subjected to one of three forms of heat treatment. Parts subjected to wear were carbonized and heat treated. Parts subjected to shock only received a double refining heat treatment. Other parts subject to stress or flexure were tempered to a spring temper. All pins and bushings in the steering and driving gear were ground to size and fitted with from one- to two-thousandths of an inch tolerance. All pins and bushings in the brake and control apparatus were hardened but not ground. Thus far there has not occurred a single failure of any part that was heat treated according to specifications, although the first steering knuckles failed in service, due to the fact that the heat treating specifications were not adhered to. The second set of steering knuckles was heat treated according to the formula and has given no trouble notwithstanding the fact that the machine was operated about three weeks without tires.
BATTERY
The battery is composed of 80 cells of Edison A-12, being the largest size commercial battery, having a capacity of 450 hours or 90 amperes for 5 hours. The battery is arranged in two parts, assembled in trays of 5 cells each. The battery frame is placed immediately below the floor of the cab and is accessible by opening the battery box door. The battery is arranged in two parts for convenience in charging. The battery box is lined throughout with compressed cork. This cork lining has withstood successfully the action of the alkali solution used in the battery. The battery provides for about 16 miles operation on one charge. This figure should not be compared with the radius of action of a commercial truck, for the reason that the tractor will often have trailing loads of 80 tons to handle over 2 per cent. grades and 50-foot-radius curves, or it may be coupled to trains of 300- or 400-tons weight on grades up to 2 per cent.
DRAFT GEAR
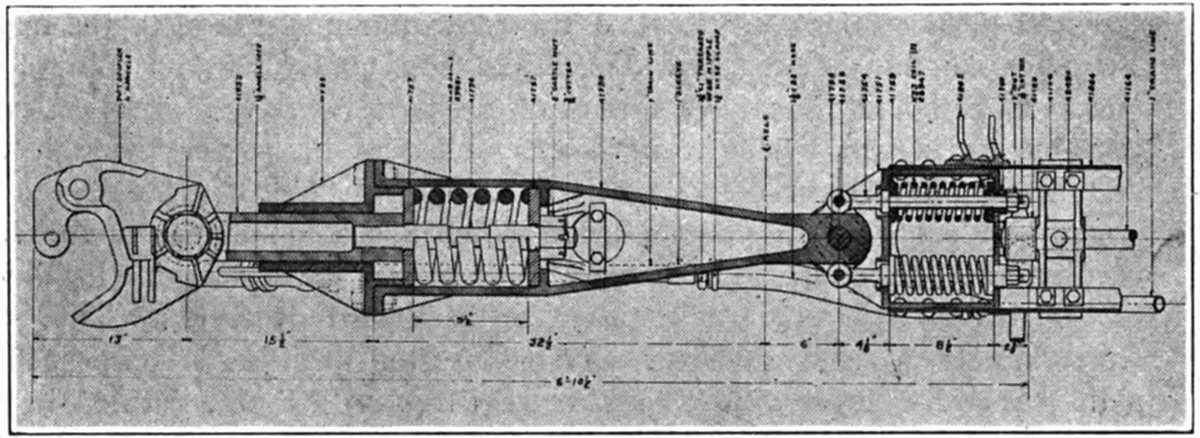
Fig. 11-Section of Draft Gear Assembly
Radial draft gear is provided on each end of the machine. The draft gear is of substantial construction, being designed along the same general lines as the interurban steel passenger-cars now coming into general use. The draft gear is pivoted to substantial steel castings riveted to the ends of the center sills and provides for a swing of about 35 degrees on either side of the center line. A pivoted coupler head of standard design and weight is mounted on the end of each draft gear. This provides for coupling to the fixed draft gear of freight-car equipment on any degree of curvature on which it is possible to operate cars. A powerful spring arrangement returns the draft gear to the central position. A heavy spring 8” in diameter made from 1 5/16” stock takes up the shock of pushing and pulling. The pressure required to close this spring is 10,400 pounds, and the limit of action is 3” in either direction from the normal position.
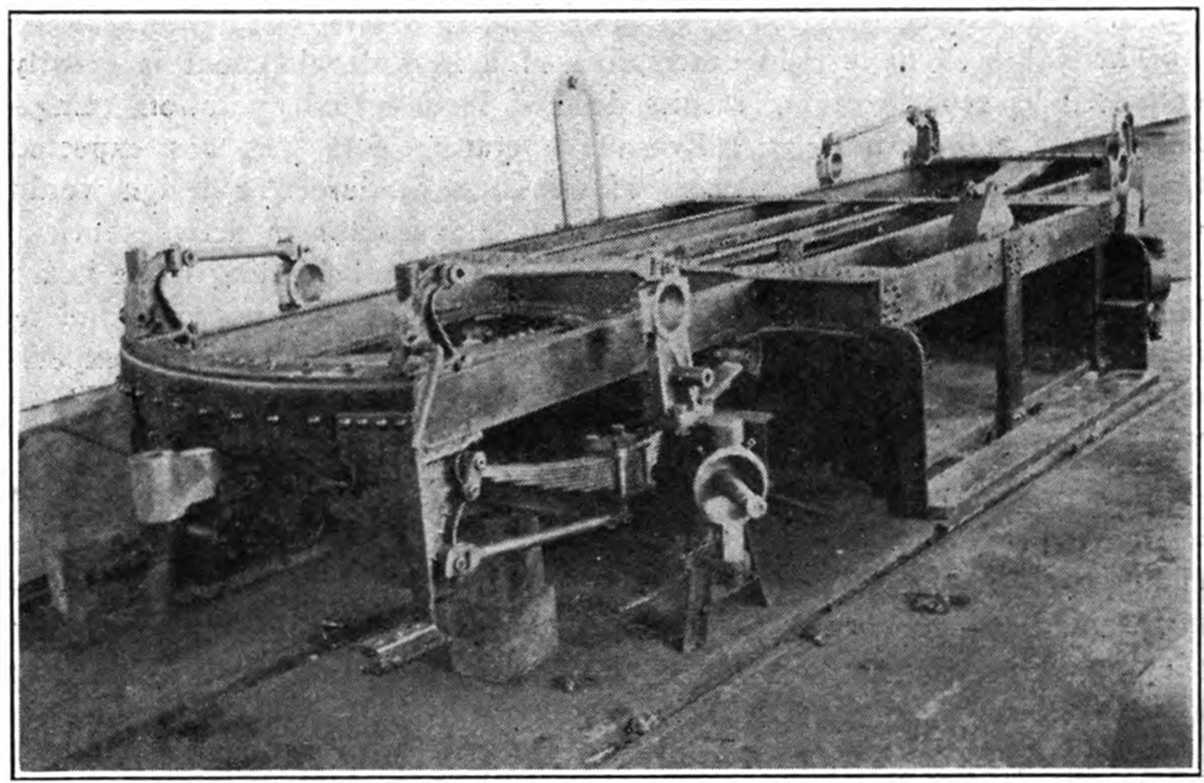
Fig. 12-Frame Assembly
FRAME
The frame is of a very substantial steel construction. The center sills are of 7”-12¼-pound channel. These sills do not extend the full length of the machine, but terminate in the draft gear pivot. The cross sills consist of 7”-15-pound I-beams, which retain the center and side sills in correct alignment. The end sills are of pressed steel having a maximum depth of 8-½” and width of 6” of 3/8” plate. The outer portion of this channel section is braced against collapse by the inner portion of trough section.
The battery box is built onto the frame and is divided into two sections and lined throughout with 1/8” plates. The tractor frame is carried on semi-elliptic springs of the locomotive type, the springs being 3” wide and 54” long. Inasmuch as the springs have been calculated to carry the weight of the machine only, it is possible to obtain a very smooth riding quality.
CAB
The cab is mounted in the: center of the machine and is of steel throughout. The outside dimensions are 7’6” x 7’0”, the walls being approximately 2” thick, consisting of outer lining of 1/8”, inner lining 3/32” plate with pressed steel “D" members between, these being located at the corners and between the windows. The doors are also of steel and located at diagonally opposite corners. The windows extend practically around all four sides of the cab except for the space occupied by the corners and standards. The roof is composed of wood covered with specially treated and painted canvas. This material is cooler than any other material available.
RESULTS OF OPERATION
The value of an article descriptive of a new development is greatly enhanced by reports giving results derived from actual operation. Engineering papers do not generally give operating data. It was expected than many troubles and evidences of weakness or defective design would develop immediately upon inauguration of the tractor in active service; in fact such terms as “White Elephant,” etc., were beginning to be heard before the machine was assembled. As a matter of fact, notwithstanding it was the first machine of its type and precedents and previous experience were not available, but few failures have been experienced. These will be noted later.
The tractor was shipped from Altoona January 4, 1913, and unloaded at the express yard, Jersey City, January 14. After the selection of a chauffeur, practice service within the limited confines of the yard was maintained until February 4, when the machine was placed in regular service. The average daily service by months is shown on the following table:
Average Daily Performance of Electric Tractor by Months
|
Months 1913 |
Hours on Charge |
Hours in Service |
Discharge in Ampere Hours |
Miles, Run |
No. of Cars Handled |
Total |
Total Weight, Tons |
Number of Internal Movements |
Days in Service |
Days Out of Service |
|
|
In |
Out |
||||||||||
|
February |
8.2 |
8.5 |
616 |
12.1 |
14.8 |
14.8 |
29.6 |
992 |
19.5 |
…. |
…. |
|
March |
7.3 |
8.5 |
508 |
12.6 |
15.3 |
15.0 |
30.0 |
1032 |
19.4 |
…. |
…. |
|
April |
7.9 |
9.5 |
518 |
13.7 |
15.7 |
16.5 |
32.3 |
1100 |
20.9 |
…. |
…. |
|
May |
7.27 |
8.45 |
510 |
14.8 |
17. |
17. |
34.1 |
1118 |
17.3 |
…. |
…. |
|
June |
6.7 |
8.6 |
494 |
13.1 |
15.7 |
15.9 |
31.6 |
1057 |
14. |
…. |
…. |
|
July |
7. |
7.7 |
410 |
14.4 |
14.4 |
14.4 |
28.7 |
962 |
13.6 |
…. |
…. |
|
August |
5.5 |
6.7 |
344 |
10.3 |
11.4 |
11.4 |
22.8 |
763 |
14.3 |
…. |
…. |
|
Aver |
6.98 |
8.28 |
486 |
13.0 |
14.9 |
15.0 |
29.9 |
1003 |
17.0 |
…. |
…. |
|
|
|||||||||||
|
Totals by Months |
|||||||||||
|
|
|||||||||||
|
February |
164 |
168 |
12120 |
241.5 |
297 |
296 |
593 |
19842 |
390 |
20 |
…. |
|
March |
190 |
220 |
13230 |
328.3 |
398 |
390 |
788 |
26837 |
504 |
26 |
…. |
|
April |
166 |
199 |
10890 |
280.9 |
330 |
346 |
676 |
23082 |
438 |
21 |
5 |
|
May |
160 |
186 |
11225 |
325. |
375 |
375 |
750 |
24600 |
380 |
22 |
4 |
|
June |
167 |
215 |
12330 |
327.9 |
393 |
397 |
790 |
26433 |
351 |
25 |
…. |
|
July |
156 |
199 |
10430 |
303.7 |
374 |
373 |
747 |
25005 |
354 |
26 |
…. |
|
August |
144 |
174 |
8940 |
268.7 |
296 |
295 |
591 |
19775 |
371 |
26 |
…. |
|
Total for 7 mo |
1147 |
1361 |
79165 |
2076. |
2463 |
2472 |
4935 |
165573 |
2788 |
166 |
9 |
Cost of Maintenance and Operation
|
Month |
Repairs |
Supplies |
Lubrication |
Chauffeur Labor |
Current |
Total |
|
February |
11.78 |
2.02 |
1.13 |
139.10 |
91.38 |
295.45 |
|
March |
100.82 |
6.40 |
1.18 |
105.18 |
94.45 |
308.03 |
|
April |
183.86 |
13.38 |
1.55 |
125.89 |
92.19 |
416.87 |
|
May |
548.38 |
3.67 |
1.58 |
141.52 |
122.05 |
817.20 |
|
June |
894.94 |
9.43 |
1.12 |
140.88 |
73.97 |
1120.34 |
|
July |
59.36 |
2.59 |
8.10 |
146.09 |
103.39 |
319.53 |
|
August |
16.71 |
5.01 |
2.82 |
161.85 |
96.40 |
282.79 |
|
Total for 7 months |
1815.85 |
42.50 |
17.48 |
960.55 |
673.83 |
3510.21 |
|
Cost of maintenance and operation, 7 months |
$3510.21 |
|
Interest at 6% on $l3,400, 7 months |
476.00 |
|
Depreciation on $13,400 (less Tires and Battery 4200 equals 9200) at 5%, 7 months |
268.33 |
|
Depreciation on battery $3200 at 20% for 7 months |
373.34 |
|
Total charges for 7 months |
$4627.88 |
|
Total charges if horses had been used (4935 cars x $1.86) |
9179.10 |
|
Saving by electric tractor, 7 months |
$4551.22 |
|
Saving over investment by electric tractor |
58.5% |
|
Savings including investment 58.5+6% |
64.5% |
|
Cost of service per car ($4627.88/4935) |
.938 |
|
Cost of service per ton ($4627.88/ 165524) |
.028 |
|
Average number of cars per mile |
2.4 |
|
Cost of service per ton mile (.028 X 2.4) |
.067 |
|
Total number of cars handled (4935 +2788) |
7723. |
|
Number of tons handled per hour |
121. |
|
Cost of service by electric tractor per working day |
$ 27.87 |
|
Cost of service by team per working day |
$ 55.29 |
The above tables indicate that the machine has handled a total of 4,935 cars in the seven months, from February to August, inclusive, at a cost of $4,627.88, including all capital, maintenance and operating charges. The cost of handling this number of cars by horses would have been $9,179.10, thus indicating a saving by use of the electric tractor of $4,551.22, or 64.5 per cent. on the investment of $13,400.
It will be noted that the cost of operation is regular at from $300 to $400 per month, except the months of May and June, when the repair charges are considerably higher. This is due to the replacement of the original tires and steering knuckles, which was done in April and the first four days of May.
TIRE EXPENSE
The original design contemplated the use of continuous tires, but it was found that the cost of these would be excessive, as would also the cost of replacement in case of minor accidents to tires. A tire was therefore designed embodying the use of blocks 6” x 14” in size, arranged 24 to a wheel in two rows of 12 each. The tread is vulcanized to a steel base through the medium of a layer of hard rubber. Each steel base is secured to the wheel by four ¾” studs. It was our thought originally that each block should be divided into three sections to obtain better traction, which was attained, but at the expense of load sustaining capacity. The tire contract was placed with a firm which had been quite successful in making small truck tires. The tires showed signs of weakness during the first months for two reasons; first, on account of the use of too much pure rubber, which had the effect of reducing the sustaining power; second, a similar effect from use of sectional tread.
The design was therefore changed to utilize a single tread to each block and equipment for a complete wheel was obtained, one from each of two standard tire manufacturers. The other two wheels were equipped with block tires designed by the tire maker, one wheel being assigned to each of two makers. As each wheel carries an equal weight and does an equal amount of work, an exceptionally fair test is under way. The replacement of tires commenced early in April and was completed May 5. Pending the receipt of new equipment the machine operated a couple weeks on tires made by winding 7” circumference rope over the rim of the wheel. All of the new tires are giving good results and the experience thus far obtained leads us to expect one and one-half to two years’ service per set.
STEERING KNUCKLE FAILURE
The original steering knuckles failed on account of being burnt in heat treatment, due to misunderstanding between the day and night forces. A loss of service of nine days was entailed in replacing the burnt knuckles. This was accomplished on May 5, and since that time no service has been lost and the failures have been confined to minor items, such as breakage of air hose, lamps, etc.
Omitting the cost of the above mentioned replacements the saving on the investment would be over 80 per cent.
SPEEDOMETER
A speedometer was not included originally as part of the equipment, but the desirability of information on tires, etc., made it practically of necessity. Due to the peculiarities of the automobile industry, it was found cheaper to provide a combined speedometer and odometer than the odometer alone. An instrument calculated for slow-speed vehicles was also not obtainable, but an instrument reading to 80 miles an hour was geared up ten to one, thus providing accurate readings to 8 miles per hour.
CONCLUSION
The above description portrays our experience with the electric tractor as accurately as we can make it. Some troubles have been encountered, but we believe the finished machine is superior to any that could have been obtained or can now be obtained from any industrial manufacturer. Notwithstanding it is the progenitor of its type, the service performed has been uniformly more satisfactory and the financial results more encouraging than those connected with its design and operation expected.
DISCUSSION
T. V. BUCKWALTER:—After canvassing the subject thoroughly the Wuest herringbone gear was adopted for the countershaft and 20-degrees spur gears for the driving gears. We are glad to state that both those gears have been giving very satisfactory service, particularly the Wuest herringbone gear, which we consider one of the most efficient ever produced of any type; it is efficient not only at high speed but in starting at low speeds. I think it has shown as high as 98.6 per cent. efficiency under a wide range of conditions. This particular test was of a gear mounted on plain bearings. As we have eliminated plain bearings losses by substituting ball bearings, it is possible that the gear has an efficiency equalling if not exceeding that figure.
The first bids for tires were considered too high, in excess of four figures. Therefore a special tire was designed and one of the plants supplying us with rubber goods for other uses was encouraged to make it up. On account of lack of experience, I think, a material that was a little too pure was used: it did not, therefore, have the carrying capacity of harder tempered rubbers; on account of the squashing out which ensued, the tire lasted only about four months. For about three weeks we had to operate on either the bare rims or on seven-inch rope clamped to the rims. As showing how severe the tire wear is, those seven-inch cables would last only about three or four days. Now, however, the tire question is considered solved.
Considerable thought was spent in the selection of a battery. It was realized that both the lead and Edison batteries have certain characteristics to commend them for certain kinds of service. We have found after about twenty years of experience with batteries of all kinds that where a machine is isolated and not very likely to get the best kind of attention, better results are obtained by using the Edison battery, notwithstanding the fact that its electrical characteristics are inferior to those of the lead. We followed the design of battery that has been developed for train lighting use, about four inches deeper than that used in commercial practice.
The motor equipment consists of two General Electric 1027 motors, with special winding designed to give a very steep torque curve, with corresponding high torque at low battery discharges. The machine has been designed primarily with the object of getting a very high starting torque with the least drag on the battery.
The machine was designed primarily for a draw-bar pull of about 8,000 pounds, inasmuch as tests indicated that that would be necessary to handle a heavily loaded car weighing 80 tons over the shortest curves, with a little less than 50-feet radius. The resistance on curves is very serious. For instance, a 50-feet radius curve on level track has more resistance than a 4 per cent. grade on a tangent. We have 50-feet curves at the foot of the 2 1-2 per cent. grades. These characteristics are magnified by the fact that some of the cars do not have sufficient amplitude of truck motion to permit taking a curve of this small radius, with the result that the flanges strike the center or side sills in some cases and cramp the wheels. Therefore it is necessary to have sufficient power to pull a car weighing 80 tons around a 50-feet radius curve with all eight wheels sliding. It is more economical to do this than to adjust the brake apparatus, jack up the body to clear the side bearings or do anything except simply pull the cars around with the wheels sliding.
PRESIDENT MARMON:— This has been a most interesting talk.
M. R. MACHOL:— Have you measured the tractive effort of the tractor on street pavement?
T. V. BUCKWALTER:—We have neglected to make any tests on that particular point. On good footing, Belgian Blocks, macadam road, limestone screenings or any solid footing, the coefficient of adhesion is about 80 per cent. I have found that when the machine is running in mud and, slush on a smooth footing like asphalt, the coefficient of adhesion is about 20 per cent. But it may be anywhere between those two limits, according to the character of the footing.
One peculiar thing is that we expected the machine would not be able to pull much in mud, but we find that with about two inches of mud on a solid footing it will develop about 50 or 60 per cent. adhesion. We have no trouble whatever with slipping in mud.
M. R. MACHOL:—In the paper Mr. Buckwalter made the statement that no automobile can handle a 50-ton car on a 2 per cent. grade, although started on a level. I have started a gross load of 50 tons on a wagon on Broadway in front of the Standard Oil Building, where the grade is 4 1-2 per cent., in the summertime when the temperature was about 90 and the asphalt fairly soft; which I think would require more tractive effort than necessary to handle a 50-ton car on a 2 per cent. grade. That was with the Manly drive, with which the maximum torque can be obtained at starting without any danger of burning out any of the machinery. I have been trying for some time to get a chance to haul some of these freight cars with a La France hydraulic truck that has a tractive effort of only 10,000 pounds and weighs 8700 pounds empty and only about 20,000 pounds odd when properly equipped for tractive purposes.
T. V. BUCKWALTER:—Unfortunately your communications came along after this machine was nearing completion. I did not think it was worth while to have you go to the expense of making the trials at that time.
A. J. SLADE:—This tremendously interesting problem seems to have been solved by Mr. Buckwalter in a very clever fashion. He has covered in his remarks presenting the paper practically all the questions I wanted to ask except one. The A 12 battery used, notwithstanding the fact that it has a larger plate surface than the standard A 12 and one-third more cells than are ordinarily employed in a commercial vehicle battery, seems remarkably small to operate two 1027 motors and develop the power which appears to be necessary to start the freight cars.
R. McA. LLOYD:—I am interested in the gear reduction, because I know what the 1027 motor can do and I do not see why Mr. Buckwalter has to have two 1027 motors. Probably the problem is very special, but it should be possible to pull around any freight cars with one 1027 motor under ordinary conditions.
Is this tractor suitable for regular railroad side-track and freight yard use? Is it not possible to do the work with a much lighter and less powerful equipment?
JOHNY YOUNGER:— The weight per axle is approximately 14,000 pounds; with the dual tires, 3500 pounds per tire. The load on a Pierce-Arrow 5-ton-truck rear tire is certainly as much as this. We have found no difficulty in obtaining mileages as high as 12,000 with standard 40 inch by 6 inch tires. Probably the reason Mr. Buckwalter’s tires give such poor service is that the total load of the tractor has been on them day and night. I suggest that if it is at all feasible the tractor be jacked up to take the weight off the tires when not in use. It will be found that their life will increase materially. This could be experimented with readily by jacking up only one axle and comparing the performance of the tires on it with those on the other.
C. T. MYERS:—What are the operating speeds?
M. R. MACHOL:—What is the maximum speed at which the tractive effort of 21,200 pounds can be developed and maintained?
T. V. BUCKWALTER:—In regard to the size of battery and drop in voltage, the battery would be too small if the machine was in continuous service. But the service is intermittent; the runs are for just a few minutes; a couple of squares; therefore, the number of ampere-hours to be discharged in, say, half a day, rather than the rate of discharge for a short period, is the determining factor. The Edison battery of 90 amperes normal rating will handle discharges up to 500 amperes easily, although the voltage drops off due to the internal resistance of the battery. We find on the heavy drags the voltage drops about 20 when the battery is in average condition; when the battery is near the discharge it will drop more than that, say, about 30. When the battery is almost discharged the voltage will drop away down, like it will in any truck.
The gear reduction is 38 to 1, a stated in the paper.
It is true that one 1027 motor would do the work, but that motor has an efficiency of 70 per cent. at 220 amperes. We have to provide for drags of 400 or 500 amperes. The efficiency of one 1027 motor at about 500 amperes would be less than 50 per cent., probably about 45 per cent., whereas by using two such motors the efficiency is raised to 70 per cent., and we get just that much more work out of the battery. We consider the battery an expensive item. The motor is comparatively inexpensive as compared with the battery; therefore it is better to use ample motor capacity. We have used wiring which I daresay is the heaviest ever used on automobiles, No. 000, cutting down the losses to conserve the energy of the battery on heavy drags.
Possibly a cheaper machine would do. the, work, but a machine developing a maximum draw-bar pull of 10,000 pounds would be far too small and not be given any consideration by those who have had any experience with this machine. In considering the application of more machines of this character, the only change we probably will make is an increase of 4000 pounds in weight, because of the introduction of a larger battery. I do not consider it advisable to reduce the weight. We should use the maximum weight consistent with the carrying capacity of the tires. If the wheels slip, the tires will wear away very rapidly. If the wheels never slip, I think the tires will give very long service. In fact, in eight months the tires have shown very little signs of wear.
The normal speed of the machine is six miles an hour, which it will develop with one loaded car on a tangent track. Of course, that speed drops away very fast on account of the steep torque characteristic of the motor. When the draw-bar pull of 8000 pounds is developed, the speed is about 1.8 miles on hour. At a draw-bar pull of 21,500 pounds, in a period of half a minute we advanced about 10 feet. Of course the wheels were slipping, at a speed I would say, of about 20 or 30 feet a minute. The stalling point of the motors, at normal voltage and with a gear efficiency of 95 per cent., would result in a draw-bar pull of 57,000 pounds.